激光功率对CO2激光熔覆成形宏观尺寸的影响
所属栏目:光电技术论文
发布时间:2011-02-26 13:54:41 更新时间:2023-07-01 10:24:29
摘要:研究了激光功率对CO2激光熔覆单道单层成形宏观尺寸的影响。结果表明,激光成形的宏观尺寸与激光功率密切相关。在其它参数不变的条件下,随着激光功率增加熔覆层宽度和高度先增大后减小,形状参数先减小后增大。
关键词:CO2激光;激光功率;激光熔覆成形;宏观质量
1引言
CO2激光熔覆成形技术是利用高能量密度的激光束,将不同组分的材料沉积于基体表面,形成所需涂层或零件的一种方法。也称激光直接制造法(Directlaserfabrication,DLF)。随着激光熔覆技术、RP技术和计算机技术的飞速发展,DLF技术逐渐成为各国在激光加工和快速制造领域的研究热点,并促成了多种基于激光熔覆的DLF技术的快速发展和实质性应用。经过国内外众多研究机构和学者十几年的研究和开发,使得DLF技术研究内容日益系统化,并随着各国的投入不断加大呈现了百花齐放,百家争鸣的态势。
DLF技术的基本原理[1-4]是:首先根据具体工艺要求,采用快速原型软件将CAD模型进行切片分层处理,将三维实体零件离散为二维平面,再对二维平面信息进行数据处理并加入相应的工艺参数。在激光加工过程中,金属粉末通过送粉装置和喷嘴送到激光熔池中,熔化的金属粉末在基体表面凝固后形成沉积层,激光束相对金属基底做平面扫描运动,从而在金属基底上按扫描路径逐点、逐线熔覆出具有一定宽度和高度的连续金属带,形成一层后在垂直方向做一个相对运动,接着形成后续层,如此循环形成各层,最后构成所需的材料和整个零件。
由DLF技术的原理可以看出单道单层激光熔覆是DLF工艺的基础,它的好坏直接影响熔覆成形质量的优劣,因此对单道单层激光熔覆工艺的研究至关重要。本文研究了激光功率对单道单层激光熔覆宏观尺寸的影响。图1给出了单道单层激光熔覆层横截面几何形状示意图[5]。图中A1是熔覆层,A2是稀释区,HAZ是热影响区。从图中可以看出反映熔覆层横截面尺寸特征的参数主要有:熔覆层宽度W、熔覆层高度H、基体熔化深度h和接触角θ等。

利用几何原理可以推出θ与H和W的函数关系式如下:
 (4-1)
(4-1)
因此,激光功率对截面形状和尺寸特点的影响可以采用W、H和形状系数η(W/H)三个形状参数随激光功率的变化来描述。
2实验材料和方法
实验所用CO2激光快速成形设备是吉林省激光研究所开发集成的(见示意图2),主要由5kWCO2激光器,三轴联动激光加工数控机床和同轴送粉系统组成。

实验选择工业上应用广泛的Q235钢板为基体材料,其强度和塑性较好,具有良好的表面熔覆性能,所选基体材料板厚为5mm,用线切割加工成尺寸为90mm×50mm的矩形块,实验前用砂纸将表面氧化皮去除,用酒精擦拭干净。选取纯度分别为99.5%、99.3%和99.5%的Ni、Ti、C粉,烘干后经混料机制成Ni体积分数为90%的Ni、Ti、C混合粉末(Ti/C原子比为1)作为熔覆粉末。实验中粉嘴和基体的距离为8mm,光斑大小D为3.5mm×3.5mm,扫描速度V为200mm/min,激光功率P分别为1300W、1600W、1900W、2200W、2500W、2800W、和3100W,载气量Rg为200L/h,送粉率Rp为5g/min,送粉载气及保护气体均为Ar气,制备的熔覆层长度为30mm。样品经线切割后制成金相试样,用扫描电镜和读数显微镜观察。
3实验结果和分析
图3所示为不同激光功率P的单道熔覆层截面形貌。从图中可以看出在其它工艺参数不变的条件下,P增加,熔覆层宽度W变化十分明显。这是由于P的增加,能量输入增加,熔池宽化,溶体在基体表面的铺展面积增加造成的。
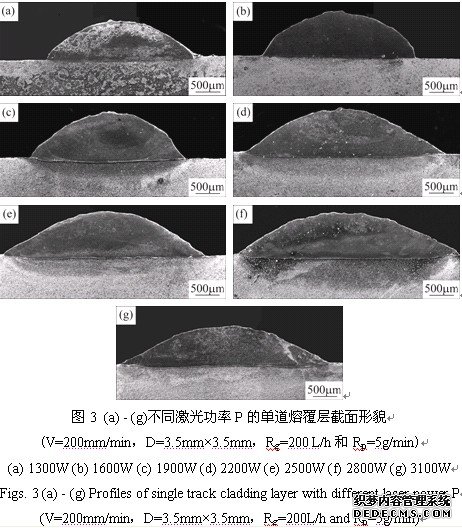
图4为不同激光功率P对形状参数的影响规律。从图4可以清晰看出,当P从1300W增加到1900W时,W和H都增加,η减小。当P从1900W增加到3100W时,W呈现出先增加后减小的趋势,转折点出现在2800W,而H和η分别呈现出连续降低和连续增大的趋势。
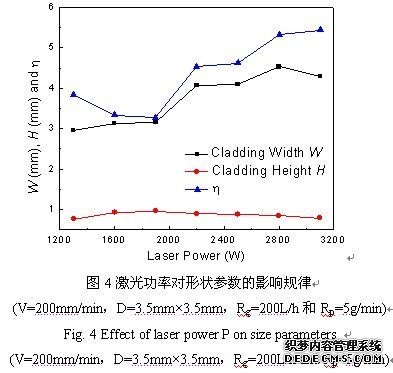
当P从1300W增加到1900W时,传入基体的能量增加,基体熔化量增加,熔池变宽,所以出现了W变大的趋势。熔池的宽化势必会增加粉末有效利用率。粉末有效利用率的增加与熔池宽化对H的影响作用相反,在1300W~1900W的范围内,粉末有效利用率使H增加的作用大于熔池宽化使H减小的作用,故出现H增加的现象。η减小,是由于W增长幅度小于H的增长幅度(见图3(a)-(c))。这与邓琦林等[6]研究的Ni基高温合金零件成形结果是一致的,但由于Ni基高温合金的熔点较高,需要的激光能量多,所以他们的实验结果是在3000W到4000W的激光功率范围内得到的。
当P在1900W~3100W范围时,W在P低于2800W时表现出增加趋势,在P超过2800W达到3100W时,出现减小趋势,这是由于此时的激光能量输入过大,使粉末烧损和飞溅现象变得十分严重,造成粉末有效利用率降低,虽然熔池在高激光能量作用下会继续增大,但有限的熔体在表面张力和重力的作用下不足以完全铺展到熔池的边缘,致使与2800W时的W相比表现出了减小的趋势。H表现为持续降低,一方面是由于高激光能量,促使粉末烧损和飞溅的增加,有效粉末利用率下降,另一方面是由于高激光能量促使熔池宽化,熔深增加。由于W总体的增长和H的持续降低(见图3(d)-(g)),所以出现η的增大。
4结论
(1)激光成形的质量与激光功率参数密切相关。在其它参数不变的条件下,随着激光功率的增加熔覆层宽度W和高度H先增大后减小,形状参数η先减小后增大。
(2)在其它工艺参数不变的条件下,随着激光功率的增加,能量输入增加,溶体在基体表面的铺展面积增加,导致熔覆层宽度W发生显著变化。
(3)粉末有效利用率的增加与熔池宽化对熔覆层高度H的影响作用相反。高激光能量,会使粉末烧损和飞溅增加,粉末有效利用率下降,熔覆层高度减小。
参考文献
[1] R.Banerjee,P.C.Collins,A.Genc,etal.,DiretlaserdepositionofinsituTi-6Al-4V-TiBcomposites,MaterialsSienceandEngineeringA,2003,358,343-349.
[2] L.Wang,S.Felielli,AnalysisofthermalphenomenainLENSTMdeposition,MaterialsScienceandEngineeringA,2006,435/436,625-631.
[3] D.F.Susan,J.D.Puskar,J.A.Brooks,etal.,QuantitativecharacterizationofporosityinstainlesssteelLENSpowdersanddeposits,MaterialsCharaterization,2006,57,36-43.
[4] D.A.Hollander,M.V.Walter,T.Wirtz,etal.,Structural,mechanicalandinvitrocharacterizationofindividuallystructuredTi-6Al-4Vproducedbydirectlaserforming,Biomaterials,2006,27,955-963.
[5] 关振中,激光加工工艺手册,中国计量出版社,1998(第一版),279-283.
[6] 邓琦林,胡德金,激光熔覆快速成型致密金属零件的试验研究,金属热处理,2003,28(2),33-38.


月期刊平台服务过的文章录用时间为1-3个月,依据20年经验,经月期刊专家预审通过后的文章,投稿通过率100%以上!









